Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Делаем гильзовку блока цилиндров своими руками
Гильза цилиндра является составной частью блока. Это – снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
А гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нам нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Современные производители устанавливают в двигателях легковых автомобилей два типа гильз:
- мокрые – расположены так, что их поверхность все время соприкасается с жидкостью охлаждения. Во избежание просачивания жидкости устанавливают специальные прокладки (сальники), которые еще препятствуют смешению охладителя двигателя и газов от сгорания. Такие гильзы проще всего поддаются ремонту.
- сухие – это единая конструкция с блоком цилиндров, так как они встраиваются в блок сразу при изготовлении. С охлаждающей жидкостью они не соприкасаются, поэтому и называются сухими.
Эксплуатационные свойства этой детали двигателя должны соответствовать типичным требованиям: устойчивость к коррозии металла, прочность, износостойкость. В местах, где гильза стыкуется с блоком цилиндра, должно быть создано надежное уплотнение.
К деталям, использующимся для ремонта, предъявляются особые требования, о которых знают специалисты, должны знать и мы, автолюбители. Если мы покупаем гильзы самостоятельно, мы должны учесть то, что
- эллипсность и конусность детали не должна превышать 0,02 мм, а разность в толщине стенки – и того меньше – 0,01 мм;
- точность, с которой выполнена гильзовая поверхность, должна соответствовать 8 – 10 классу;
- ремонтная гильза для двигателей выбирается по каталогу. Выбирая деталь, учитываем припуск, чтобы можно было сделать последующую расточку.
Технология ремонта
Необходимо уточнить, что во время ремонта мотора вовсе не обязательно менять все гильзы. Решение о замене детали принимаем, как правило, после специальной диагностики с помощью специального прибора – нутрометра. Перегильзовка намного удешевляет ремонт и обеспечивает нормальную эксплуатацию автомобиля в дальнейшем.









Технология ремонта гильз зависит от их вида. В ремонте применяют, в частности, горячее гильзование и запрессовку. Детали мокрого типа можем заменить самостоятельно, вручную.
Сначала выполняем расточку цилиндра, на качество которой влияет ресурс двигателя, подлежащего ремонту. Главное здесь — выдержать правильную геометрическую форму гнезд для гильз.
Если эта часть двигателя приобретет эллипсовидную форму гнезда, поршень начнет работать неправильно – последствия непредсказуемые.
После расточки под нужный ремонтный размер, выполняем хонинговку гнезд и затем – гильзование.
Он является более качественным. В основе этого метода лежит использование разницы температур деталей. Сначала обрабатываем втулку особым составом для предотвращения образования конденсата во время установки. Блок нагреваем до 150°, потом в гнездо вставляем втулку, которая охлаждена с применением жидкого азота.
Цилиндры, изготовленные из галникала, предварительно не растачиваем. Гильзовка втулок из алюминия делается с помощью запрессовки.
Метод запрессовки
При использовании этого метода гильзовка блока цилиндра проходит в несколько этапов:
- нагреваем блок до высокой температуры,
- охлаждаем втулку в азоте;
- напыляем герметик в гнездо;
- запрессовываем втулку в отверстие.
На записи показано, какие проверки и виды работ требуются при монтаже мокрых гильз цилиндров и как правильно обращаться с кольцами круглого сечения.
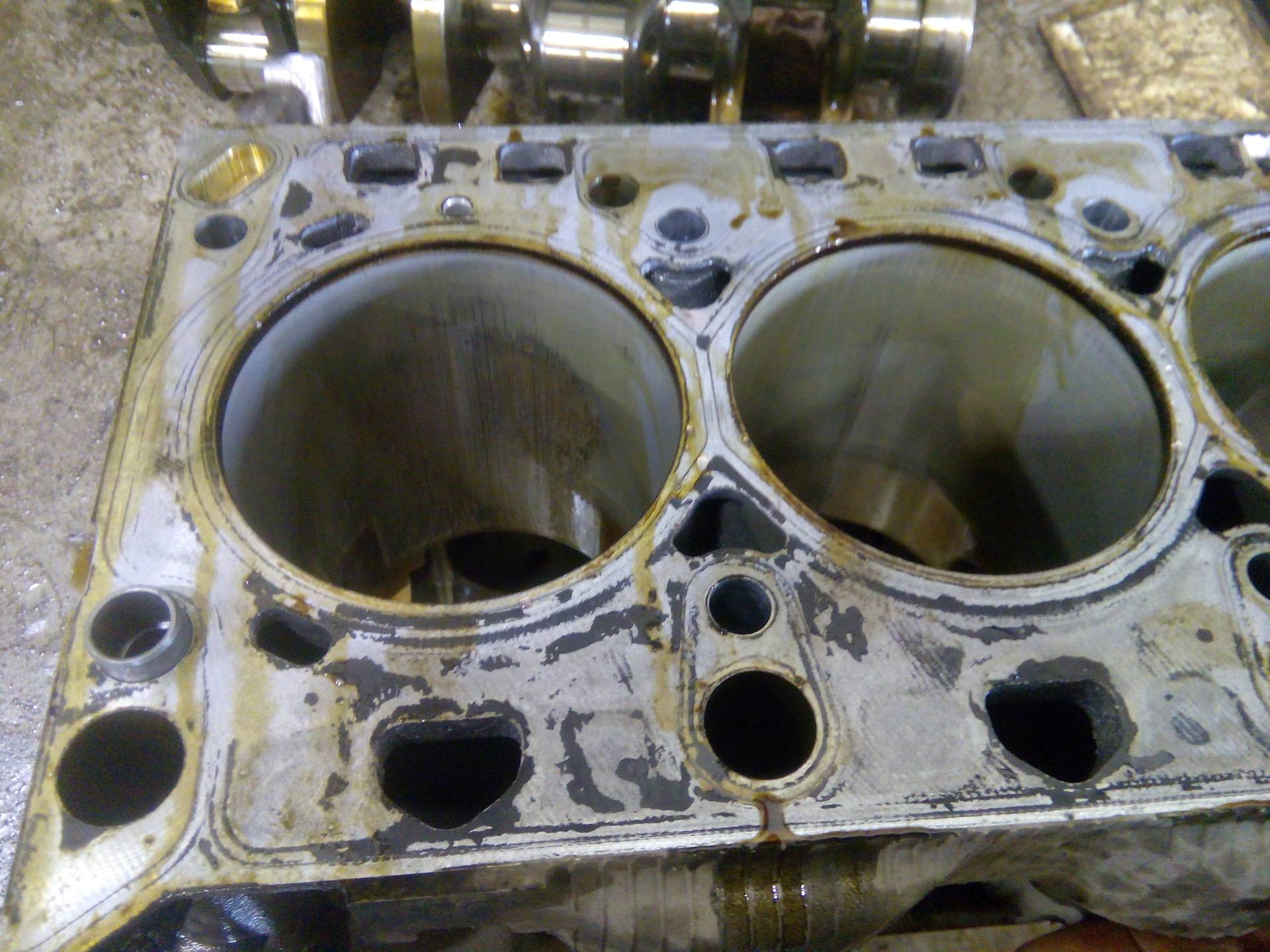
Почему появляются задиры?
Причин этому явлению несколько:
- Естественный износ. В данном случае задиры возникают не раньше, чем через 200 тысяч километров. Нередки случаи, когда дефекты отсутствовали спустя 500 и более тысяч километров.
- Несвоевременная замена масла или езда с низким уровнем. В результате, теряется эластичность пленки и двигатель работает «на сухую». Кольца трутся о поверхность стенок, образовывая задиры. Специалисты рекомендуют производить замену масла каждые 10 тысяч километров.
- Нарушение температурного режима двигателя. Это может спровоцировать не только царапины на стенках цилиндров, но и дефекты головки блока.
- Проникновение в камеру инородных предметов. Это может быть пыль от грязного воздушного фильтра. Иногда — металлическая стружка от забитого масляного фильтра. Чтобы не допустить этого, меняйте данные расходники раз на 10 тысяч километров.
- Использование топлива с ненадлежащим октановым числом. Может повлечь за собой детонацию, задиры и прогар клапанов.
Делаем гильзовку блока цилиндров своими руками

Гильза цилиндра является составной частью блока. Это – снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Периодически ее нужно ремонтировать, как и любую другую механическую составляющую двигателя. Ремонт этой детали – гильзование – процесс достаточно сложный и требует опыта и специальных знаний. Поэтому собственными руками мы можем снять и установить ГБЦ или блок цилиндров.
А гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нам нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Современные производители устанавливают в двигателях легковых автомобилей два типа гильз:
- мокрые – расположены так, что их поверхность все время соприкасается с жидкостью охлаждения. Во избежание просачивания жидкости устанавливают специальные прокладки (сальники), которые еще препятствуют смешению охладителя двигателя и газов от сгорания. Такие гильзы проще всего поддаются ремонту.
- сухие – это единая конструкция с блоком цилиндров, так как они встраиваются в блок сразу при изготовлении. С охлаждающей жидкостью они не соприкасаются, поэтому и называются сухими.
Требования к гильзам
Эксплуатационные свойства этой детали двигателя должны соответствовать типичным требованиям: устойчивость к коррозии металла, прочность, износостойкость. В местах, где гильза стыкуется с блоком цилиндра, должно быть создано надежное уплотнение.
К деталям, использующимся для ремонта, предъявляются особые требования, о которых знают специалисты, должны знать и мы, автолюбители. Если мы покупаем гильзы самостоятельно, мы должны учесть то, что
- эллипсность и конусность детали не должна превышать 0,02 мм, а разность в толщине стенки – и того меньше – 0,01 мм;
- точность, с которой выполнена гильзовая поверхность, должна соответствовать 8 – 10 классу;
- ремонтная гильза для двигателей выбирается по каталогу. Выбирая деталь, учитываем припуск, чтобы можно было сделать последующую расточку.
Технология ремонта
Необходимо уточнить, что во время ремонта мотора вовсе не обязательно менять все гильзы. Решение о замене детали принимаем, как правило, после специальной диагностики с помощью специального прибора – нутрометра. Перегильзовка намного удешевляет ремонт и обеспечивает нормальную эксплуатацию автомобиля в дальнейшем.
Технология ремонта гильз зависит от их вида. В ремонте применяют, в частности, горячее гильзование и запрессовку. Детали мокрого типа можем заменить самостоятельно, вручную.
Заменить детали сухого типа сложнее, их замену выполняют специалисты с применением специального оборудования.
Сначала выполняем расточку цилиндра, на качество которой влияет ресурс двигателя, подлежащего ремонту. Главное здесь — выдержать правильную геометрическую форму гнезд для гильз.
Если эта часть двигателя приобретет эллипсовидную форму гнезда, поршень начнет работать неправильно – последствия непредсказуемые.
После расточки под нужный ремонтный размер, выполняем хонинговку гнезд и затем – гильзование.
Метод горячего гильзования
Он является более качественным. В основе этого метода лежит использование разницы температур деталей. Сначала обрабатываем втулку особым составом для предотвращения образования конденсата во время установки. Блок нагреваем до 150°, потом в гнездо вставляем втулку, которая охлаждена с применением жидкого азота.
Цилиндры, изготовленные из галникала, предварительно не растачиваем. Гильзовка втулок из алюминия делается с помощью запрессовки.
Метод запрессовки
При использовании этого метода гильзовка блока цилиндра проходит в несколько этапов:
- нагреваем блок до высокой температуры,
- охлаждаем втулку в азоте;
- напыляем герметик в гнездо;
- запрессовываем втулку в отверстие.
Долговечность мотора в автомобиле во многом зависит от качества ремонта. Если все выполнено в соответствии с технологией, соблюдены все рекомендованные параметры, восстановленный двигатель еще пробежит многокилометровую дистанцию.
Видео “Замена гильз цилиндров в двигателе”
На записи показано, какие проверки и виды работ требуются при монтаже мокрых гильз цилиндров и как правильно обращаться с кольцами круглого сечения.
Делаем гильзовку блока цилиндров своими руками
Гильза цилиндра является составной частью блока. Это – снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
А гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нам нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Современные производители устанавливают в двигателях легковых автомобилей два типа гильз:
- мокрые – расположены так, что их поверхность все время соприкасается с жидкостью охлаждения. Во избежание просачивания жидкости устанавливают специальные прокладки (сальники), которые еще препятствуют смешению охладителя двигателя и газов от сгорания. Такие гильзы проще всего поддаются ремонту.
- сухие – это единая конструкция с блоком цилиндров, так как они встраиваются в блок сразу при изготовлении. С охлаждающей жидкостью они не соприкасаются, поэтому и называются сухими.
Эксплуатационные свойства этой детали двигателя должны соответствовать типичным требованиям: устойчивость к коррозии металла, прочность, износостойкость. В местах, где гильза стыкуется с блоком цилиндра, должно быть создано надежное уплотнение.








К деталям, использующимся для ремонта, предъявляются особые требования, о которых знают специалисты, должны знать и мы, автолюбители. Если мы покупаем гильзы самостоятельно, мы должны учесть то, что
- эллипсность и конусность детали не должна превышать 0,02 мм, а разность в толщине стенки – и того меньше – 0,01 мм;
- точность, с которой выполнена гильзовая поверхность, должна соответствовать 8 – 10 классу;
- ремонтная гильза для двигателей выбирается по каталогу. Выбирая деталь, учитываем припуск, чтобы можно было сделать последующую расточку.
Технология ремонта
Необходимо уточнить, что во время ремонта мотора вовсе не обязательно менять все гильзы. Решение о замене детали принимаем, как правило, после специальной диагностики с помощью специального прибора – нутрометра. Перегильзовка намного удешевляет ремонт и обеспечивает нормальную эксплуатацию автомобиля в дальнейшем.
Технология ремонта гильз зависит от их вида. В ремонте применяют, в частности, горячее гильзование и запрессовку. Детали мокрого типа можем заменить самостоятельно, вручную.
Сначала выполняем расточку цилиндра, на качество которой влияет ресурс двигателя, подлежащего ремонту. Главное здесь — выдержать правильную геометрическую форму гнезд для гильз.
Если эта часть двигателя приобретет эллипсовидную форму гнезда, поршень начнет работать неправильно – последствия непредсказуемые.
После расточки под нужный ремонтный размер, выполняем хонинговку гнезд и затем – гильзование.
Он является более качественным. В основе этого метода лежит использование разницы температур деталей. Сначала обрабатываем втулку особым составом для предотвращения образования конденсата во время установки. Блок нагреваем до 150°, потом в гнездо вставляем втулку, которая охлаждена с применением жидкого азота.
Цилиндры, изготовленные из галникала, предварительно не растачиваем. Гильзовка втулок из алюминия делается с помощью запрессовки.
Метод запрессовки
При использовании этого метода гильзовка блока цилиндра проходит в несколько этапов:
- нагреваем блок до высокой температуры,
- охлаждаем втулку в азоте;
- напыляем герметик в гнездо;
- запрессовываем втулку в отверстие.
На записи показано, какие проверки и виды работ требуются при монтаже мокрых гильз цилиндров и как правильно обращаться с кольцами круглого сечения.
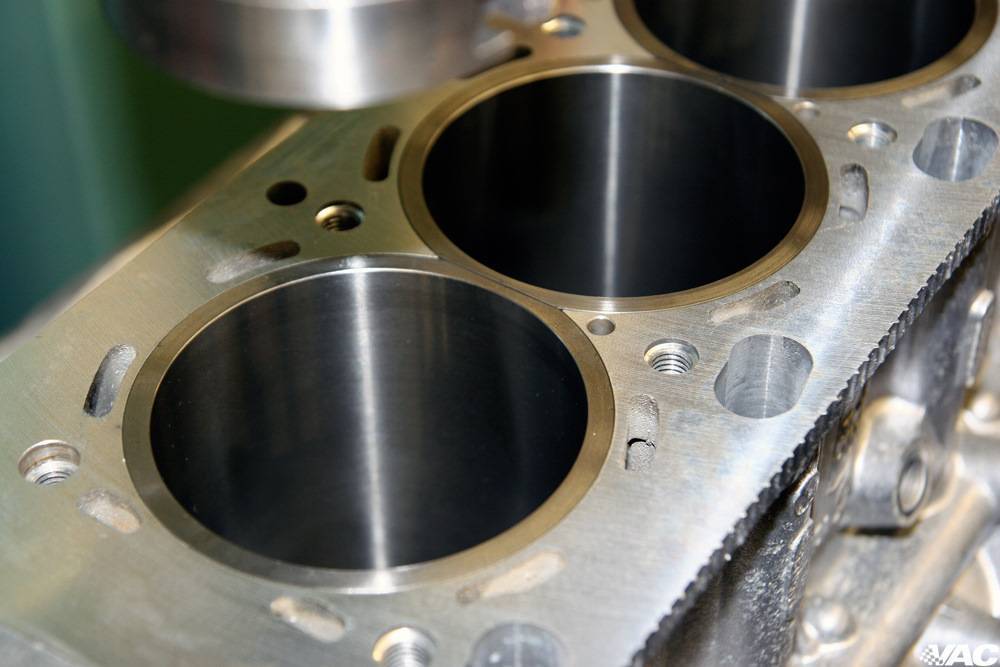
Восстановление блока цилиндров гильзами ремонтного размера
При значительном повреждении рабочей поверхности гильзы, или необходимости восстановления БЦ с гильзами крайнего размера ремонтного, гильзы можно заменить. Они просто растачиваются до полного их удаления.
 Новым гильзам необходимо иметь наружный диаметр на 0,05 – 0,07 мм. больше посадочного места в блоке и упорный выступ вверху. Такой натяг и нанесение герметика вверху и внизу гильзы при её установке, не даёт охлаждающей жидкости просочиться в цилиндр и поддон.
Новым гильзам необходимо иметь наружный диаметр на 0,05 – 0,07 мм. больше посадочного места в блоке и упорный выступ вверху. Такой натяг и нанесение герметика вверху и внизу гильзы при её установке, не даёт охлаждающей жидкости просочиться в цилиндр и поддон.
 Так же посадка гильзы с натягом обеспечивает хороший отвод тепла от её стенок к алюминиевому блоку. Но при посадке чугунной гильзы в алюминиевый блок с таким натягом нельзя применять запрессовку.Дело в том, что чугун гильзы твёрже алюминия блока и при прессовании легко образует задиры. В районе задира стенка гильза не прилегает своей поверхностью к посадочному месту. В этом месте не будет отводиться тепло и может возникнуть местный перегрев. Кроме того, при расточке и хонинговании гильзы после её запрессовки, стенка гильза в месте не прилегания к посадочному месту будет «дышать», ухудшая точность обработки рабочей поверхности. Выход из этой ситуации, установка «от руки» гильзы, охлаждённой в жидком азоте в нагретый блок цилиндров.
Так же посадка гильзы с натягом обеспечивает хороший отвод тепла от её стенок к алюминиевому блоку. Но при посадке чугунной гильзы в алюминиевый блок с таким натягом нельзя применять запрессовку.Дело в том, что чугун гильзы твёрже алюминия блока и при прессовании легко образует задиры. В районе задира стенка гильза не прилегает своей поверхностью к посадочному месту. В этом месте не будет отводиться тепло и может возникнуть местный перегрев. Кроме того, при расточке и хонинговании гильзы после её запрессовки, стенка гильза в месте не прилегания к посадочному месту будет «дышать», ухудшая точность обработки рабочей поверхности. Выход из этой ситуации, установка «от руки» гильзы, охлаждённой в жидком азоте в нагретый блок цилиндров.
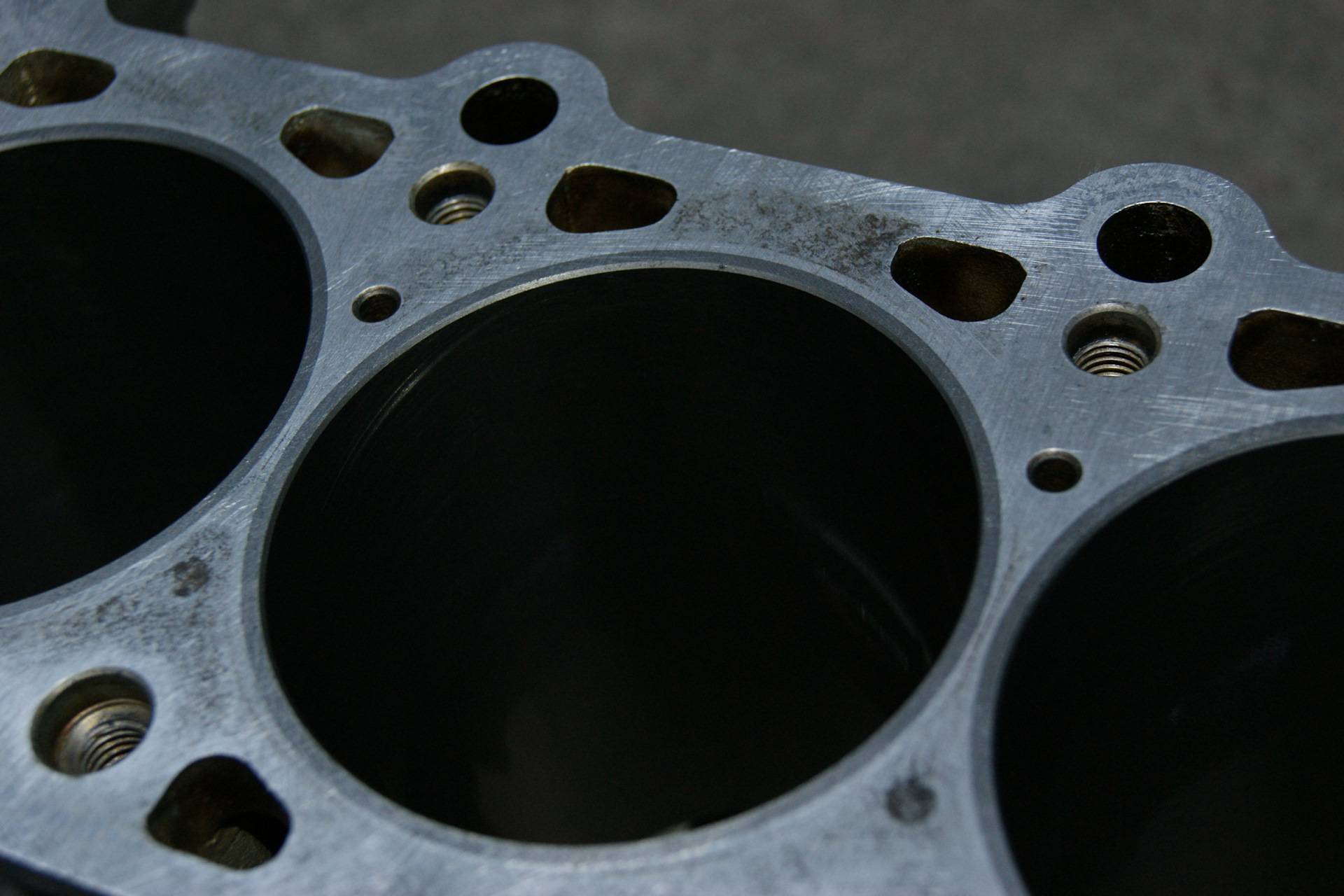
Преимуществами алюминиевых блоков цилиндров с сухими гильзами
Преимуществами алюминиевых БЦ (блоков цилиндров) с сухими гильзами являются меньший вес мотора с таким блоком, его более быстрый прогрев и меньший объём антифриза, требующийся для нормального охлаждения, по сравнению с моторами на основе чугунного БЦ.
 Однако разница коэффициентов расширения алюминиевого поршня и чугунной гильзы при нагреве во время работы мотора никуда не делась. Из-за этой разницы, промежуток промеж цилиндра и поршня нельзя уменьшить менее 0,025 – 0,04 мм. По причине постоянного изменения зазора (при запуске холодного мотора, зазор больше, а после нагрева до рабочей температуры, уменьшается), скорость износа поршневой группы не отвечала современным требованиям. Как следствие, повышенный угар масла, мешающий выполнять современные нормы экологии двигателем.
Однако разница коэффициентов расширения алюминиевого поршня и чугунной гильзы при нагреве во время работы мотора никуда не делась. Из-за этой разницы, промежуток промеж цилиндра и поршня нельзя уменьшить менее 0,025 – 0,04 мм. По причине постоянного изменения зазора (при запуске холодного мотора, зазор больше, а после нагрева до рабочей температуры, уменьшается), скорость износа поршневой группы не отвечала современным требованиям. Как следствие, повышенный угар масла, мешающий выполнять современные нормы экологии двигателем.
Изготовление поршня из алюминия покрытого железом
Что бы как можно больше уменьшить промежуток промеж цилиндра и поршня, нужно делать их из металла с одинаковым тепловым расширением, т.е. из алюминия.
 Но алюминий по алюминию работать не может. Из-за его низкой твёрдости, при работе алюминиевого поршня по алюминиевому цилиндру, происходят задиры вплоть до заклинивания.Фирма Mahle решила эту проблему, покрыв алюминиевый поршень тонким слоем (порядка 0,03 мм.) железа.
Но алюминий по алюминию работать не может. Из-за его низкой твёрдости, при работе алюминиевого поршня по алюминиевому цилиндру, происходят задиры вплоть до заклинивания.Фирма Mahle решила эту проблему, покрыв алюминиевый поршень тонким слоем (порядка 0,03 мм.) железа.

Такой поршень нормально работает по алюминию цилиндра. Поскольку расширение алюминиевых поршня и цилиндра одинаковы, стало возможным сделать зазор между ними не более 0,02 мм. Для повышения износостойкости цилиндров, в алюминиевом сплаве БЦ увеличили содержание кремния более 18%.
 При изготовлении такого блока после расточки цилиндров, применяется химическое травление их стенок, для оголения кристаллов кремния на их поверхности. Такое покрытие производитель назвал Silumal.
При изготовлении такого блока после расточки цилиндров, применяется химическое травление их стенок, для оголения кристаллов кремния на их поверхности. Такое покрытие производитель назвал Silumal.
Расточка и хонингование алюминевых блоков Silumal
Ремонт таких блоков цилиндров производится так же, как и чугунных, расточкой до ремонтного размера и последующим хонингованием.
 Однако хонингование алюминиевых блоков сильно отличается от чугунных. Обработка обычно делается в три приёма. При этом применяются бруски с разными размерами абразива.
Однако хонингование алюминиевых блоков сильно отличается от чугунных. Обработка обычно делается в три приёма. При этом применяются бруски с разными размерами абразива.
 От самого крупного к самому мелкому. Абразивные частицы таких брусков содержат карбид кремния, т.к. при хонинговании нужно резать не только мягкий алюминий, но и очень твёрдый кремний. Так же состав покрытия брусков хон-головки не позволяет прилипать к ним алюминиевой стружке, которая может стать причиной основательных задиров на стенке цилиндра. После хонингования нужна ещё одна операция.
От самого крупного к самому мелкому. Абразивные частицы таких брусков содержат карбид кремния, т.к. при хонинговании нужно резать не только мягкий алюминий, но и очень твёрдый кремний. Так же состав покрытия брусков хон-головки не позволяет прилипать к ним алюминиевой стружке, которая может стать причиной основательных задиров на стенке цилиндра. После хонингования нужна ещё одна операция.






 Надо оголить кристаллы кремния. Вместо химического травления, при ремонте применяют полировку специальной силиконовой пастой с содержанием небольшого количества кремния. При этом снимается тонкий слой алюминия (0,001мм.), а кристаллы кремния на стенках цилиндра не затрагиваются.Все самое интересное и актуальное Вы можете узнать на нашем сайте quality21.
Надо оголить кристаллы кремния. Вместо химического травления, при ремонте применяют полировку специальной силиконовой пастой с содержанием небольшого количества кремния. При этом снимается тонкий слой алюминия (0,001мм.), а кристаллы кремния на стенках цилиндра не затрагиваются.Все самое интересное и актуальное Вы можете узнать на нашем сайте quality21.
Как определить неисправность датчика коленвала
Существует простой способ, как узнать неисправность датчика и сделать это можно любому с помощью буквально одного мультиметра. На большинстве современных автомобилей устанавливаются именно индукционные датчики положения коленвала, поэтому вкратце остановимся на проверке устройств этого типа.
Так, ДПКВ можно проверить тремя способами — с помощью омметра, проверить значение индуктивности катушки, а также с использованием осциллографа. Кроме этого, важным элементом проверки, какие признаки неисправности датчика коленвала появились, является выставление правильного зазора между чувствительным элементом датчика, а также диском синхронизации (расстояние нужно уточнить в документации, оно находится в пределах 0,5…1,5 мм).
Как проверить датчик коленвала?
Есть три способа проверки ДПКВ — мультиметром (проверяется сопротивление обмотки), тестером (проверяется сопротивления изоляции и индуктивности) и осциллографом.Подробнее
Самый простой и доступный практически любому автовладельцу метод — проверить внутреннее сопротивление датчика. Для этого достаточно использовать электронный мультиметр, переключенный в режим измерения сопротивления электрической цепи. У большинства современных датчиков значение электрического сопротивления внутренней катушки составляет порядка 500…700 Ом (в некоторых случаях это значение может отличаться, поэтому желательно ознакомиться с техническими параметрами датчика отдельно). Также желательно проверить значение изоляции проводов. Оно не должно быть менее, чем 0,5 МОм.
Для измерения индуктивности автовладельцу понадобится мультиметр (мегаомметр), сетевой трансформатор, измеритель индуктивности, а также вольтметр. Опуская алгоритм проверки, стоит сразу отметить, что значение индуктивности внутренней катушки исправного датчика должно находиться в пределах около 200…400 мГн (может отличаться у разных датчиков, но незначительно). Если индуктивность значительно ниже (реже выше), то датчик, скорее всего неисправен, и необходимо выполнение дополнительных проверок, в том числе замер сопротивления катушки и изоляции.
Самый сложный, однако самый информативный и надежный метод проверки датчика положения коленчатого вала — с помощью осциллографа, обычно электронного (программный эмулятор). Для этого осциллограф подключают к выводам датчика при работающем двигателе автомобиля и настраивают программу для снятия осциллограммы. Ее рисунок даст четкое понимание, в рабочем ли состоянии датчик, и нет ли пробелов при его работе. Кроме этого, можно демонтировать датчик с его посадочного места, подключить к нему осциллограф и попросту поводить возле его чувствительного элемента каким-нибудь металлическим предметом (например, отверткой). Если он будет фиксировать передвижение, и на экране будет формироваться осциллограмма — скорее всего, датчик исправен.
В процессе проверки не будет лишним сканирование ошибок из памяти ЭБУ при помощи специальных сканеров. Это поможет как в определении ошибки ДПКВ, так и других элементов двигателя.